
By Dr. Grover Allen, Ph.D., P.E.
If you’re reading this article, you probably already know that RAP stands for “reclaimed asphalt pavement” and is valued by users and producers alike because it can be recycled as a component of a new asphalt mixture. In addition to being resource-responsible, the use of RAP in an asphalt mixture means that at least some portion of the reclaimed asphalt binder can be used to offset the amount of new asphalt binder used in the mix. But how much of that reclaimed asphalt binder is actually available to act as a binder and how much is too hard to serve that role – acting more like a black rock?
Before we discuss reclaimed asphalt pavement, let’s first discuss reclaimed asphalt shingles (RAS).
Just a few decades ago, binder from RAS was being ushered in as a cost-cutting and environmentally friendly alternative to virgin binder. Yet, over time, the material has become intrinsically linked with dry mixtures (low active/effective binder content) and premature pavement failures leading to its steady decline as an asphalt mixture component since its peak in 2014.(1)
Per “AASHTO PP78 – Standard Practice for Design Considerations When Using RAS in Asphalt Mixtures”, additional binder must be included at about 0.2 percent by weight of mix for every five percent RAS used “to account for RAS asphalt binder that does not become available and effective during the asphalt mixing process.”
This means AASHTO PP78 assumes approximately 20 percent of RAS binder is inactive, but this also means it is implicit in AASHTO PP78 that 80 percent of the RAS binder is active. How could this much RAS binder be assumed to be active if nearly all RAS binder is demonstrably inactive?
Consider this basic experiment as evidence: When RAS and virgin aggregates are heated to a typical production temperature of 350°F and mixed, it is readily observed that RAS binder doesn’t actually soften, nor does it separate from RAS aggregates or coat virgin aggregates to any measurable degree, as shown below.
The marginal amount of RAS binder that should be assumed as a mix contributor is the portion filling RAS aggregate pores and coating RAS aggregates. I would not even advise a Department of Transportation (DOT) agency to allow RAP (yes, RAP) binder to replace virgin binder at a 1:1 ratio; or in other words, I wouldn’t advise assuming the RAP binder is 100 percent active, let alone RAS, which is observed to have only an insignificant amount of active binder.
However, according to a recent survey, there are still a few DOT agencies assuming RAS binder is 100 percent active and allowing RAS binder to replace virgin binder at a 1:1 ratio of up to 20 percent of the total required binder content.(2) There are obvious environmental benefits in using RAS as an aggregate and as a RAS aggregate pore filler/coating, but without substantially improving the RAS binder quality and availability, that’s about where the benefits end. So why is the RAS black rock theory taking so long to become widely accepted and properly addressed despite the clear evidence for it? If nothing else, the RAS situation demonstrates that we sometimes get it wrong and are very slow to course-correct.
RAP binder availability
This leads us to our next important question: Is RAP just a black rock? Cue the skeptics: Is he serious?
Asking this just a few years ago would have certainly been considered blasphemy, and the person asking it would have been ridiculed. I mean, let’s get real! RAP is a very different material than RAS. RAP binder isn’t nearly as stiff as RAS binder and examples of its successful use are evidence RAP binder is clearly not a black rock, right? Not to mention, RAP is the most recycled material in the world, so why would anyone question its utility? If you’ve been following along lately, you already know the question of whether RAP is a black rock is no longer controversial, and in fact, it has become the primary focal point of a major research project, “NCHRP 9-68 – Recycled Asphalt Materials: Binder Availability and Its Impact on Mix Performance” (3), on which I serve as a technical advisor.
There’s certainly been a major shift in thinking around RAP in recent years. Despite cases of successful use of RAP, there are also many instances in which the use of RAP has resulted in premature failures and overall poor pavement performance. Not unlike RAS, investigations into performance-related issues linked to RAP have led agencies, asphalt technologists and practitioners to pursue ways to improve RAP mixture performance.
The presumption of RAP binder as a viable replacement for virgin binder has hit more than a few major roadblocks. Let’s start with an area of widespread agreement: RAP binder, despite being less brittle than RAS binder, is still generally much more brittle than virgin binder, and therefore, it should either be used in mixtures at relatively low percentages, blended with a softer virgin binder (grade dropping), rejuvenated or some combination of these strategies. Each of these approaches highlights an attempt to minimize the recognized damaging effects of using highly oxidized and brittle RAP binder as a direct replacement for higher quality and ductile virgin binder. However, even these strategies fail to address the issue of “Is RAP just a black rock?”
You see, if RAP binder is inactive (black rock) or only partially active (partial black rock), it dramatically changes the strategies that we’d use to overcome just the inferior properties of the binder. We’d not only need to compensate for these highly aged and oxidized binder that lacks ductility but also the portion of the binder that is completely inactive – in other words, the portion that is just a black rock.
For example, would it make sense to “grade drop” by using a softer binder in conjunction with RAP if the RAP binder isn’t capable of completely liquifying, separating from the RAP aggregate, blending with virgin binder, coating virgin aggregates and gluing aggregates together? Assuming that it is doing all of this at 100 percent efficiency when it is not will inevitably lead to an active binder portion that is too soft and a mixture that doesn’t have enough total effective binder. A better strategy to use in this case would be to specify a stiffer grade of virgin binder and more of it.
How did we arrive at this point?
So how did we transition so quickly from RAP binder being an equivalent replacement for virgin binder to casually questioning “Is RAP just a black rock?”
The roots of “RAP binder availability” probably began the instant “RAS binder availability” began due to obvious similarities in use of the two materials, but the recent and ongoing cascading effect of DOT agencies investigating and adopting partial RAP binder credit policies (assuming partial black rock) has ignited great interest in the topic. In fact, the Southeastern Asphalt User-Producer Group (SEAUPG) annual meeting held in November 2023 featured multiple sessions on RAP binder availability, including a panel discussion highlighting two DOT agencies and two contractor representatives from each of those states purporting the benefits of implementing partial RAP binder credit policies, which leads to more virgin binder.
Feedback from the panel members was practically all in favor of a partial RAP binder credit policy. Cited benefits include better performance and greater ease in meeting quality assurance (QA) requirements. These benefits do come at an added initial cost, but according to recently completed research by NCAT (“Determining the Effect on Asphalt Mixture Performance by Increasing New Asphalt Binder Content Due to Inactive RAP Binder in the Mixture”), it will only take about two months of additional service life to justify the cost of the additional virgin binder if we assume 0.2 percent is added (reflecting the assumption that only 80 percent of the RAP binder is active.)
All agencies with current partial RAP and RAS binder credit policies (as of 2021) are shown in the following map. In addition to these state agencies, Florida DOT and Texas DOT are deep into the process of implementing their own policies with others exploring policies and expected to soon follow suit. The assumed active RAP binder among these states ranges between 60 and 80 percent. All other states currently assume 100 percent active RAP binder as does AASHTO M 323 – Standard Specification for Superpave Volumetric Mix Design (2022).
A major influencer and early adopter of partial RAP binder credit policy was the Georgia DOT (GDOT). A bit of this history was highlighted in Asphalt magazine Vol. 35, No. 3 (2020). I won’t rehash that article, but I do recommend reading it if you’d like to learn more about GDOT’s procedure for calculating and accounting for the partial RAP binder credit via a process GDOT calls “corrected optimum asphalt content (COAC).”
I will briefly explain a few key points from GDOT’s research into RAP binder availability, which I believe opened a lot of eyes and contributed to the momentum we’re now seeing on this topic. Around 2012, after noticing premature deterioration of high RAP pavements (≥ 25% RAP), GDOT performed a lab study similar to the one mentioned earlier with RAS – virgin aggregates heated to a 350°F production temperature and mixed together in a pugmill with non-heated RAP (since RAP is not typically pre-heated in plant-produced mixtures). Interestingly, the experiment revealed no visible transfer of binder from RAP to virgin aggregates (similar to RAS). This then led GDOT to partner with Reeves Construction to conduct a follow-up plant study of a similar design – 30 percent stockpiled RAP plus virgin aggregates were mixed in a typical plant production process, and once again, there was no observable transfer of RAP binder to the virgin aggregates.
This is quite a surprising outcome considering that RAP binder is assumed by most DOT agencies to be 100 percent available. With this new information, GDOT (and many others, I’m sure) became believers in the RAP black rock theory, or at a minimum, very skeptical that 100 percent of RAP binder is available. Despite zero binder transfer observed in GDOT’s research, GDOT does presently allow 60 percent credit (assumed availability) of the RAP binder, which is significantly above the percent consumed in filling pores and coating RAP aggregates. This is also notably less credit than is given for RAS binder according to AASHTO PP78, which is something I can’t quite grasp.
It is important to highlight that virgin binder was intentionally omitted from these GDOT experiments to prevent virgin binder from painting all virgin aggregates black and making it impossible to determine how much RAP binder transfers to virgin aggregates during the experiment. Some contend that omitting virgin binder from such experiments means eliminating an important thermodynamic component (hot liquid virgin binder) that may have led to additional RAP binder activation during a normal mixture production process. This is a valid consideration and was likely a factor in the reconciliation of GDOT’s policy as they assume more RAP binder availability (60 percent) than indicated in their experiments (0 percent).
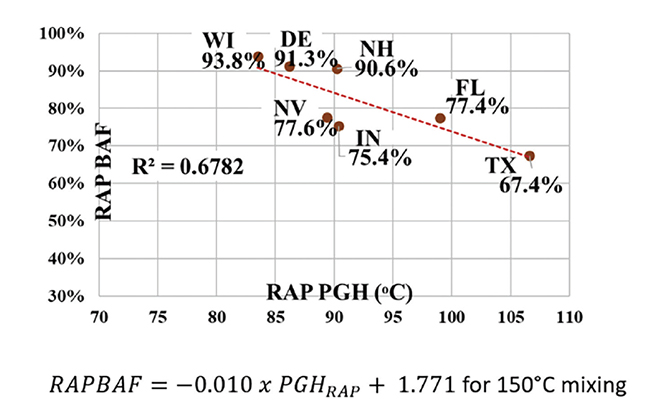
NCHRP 9-58 (“The Effects of Recycling Agents on Asphalt Mixtures with High RAS and RAP Binder Ratios”) researchers performed experiments that did include the virgin binder component in addition to the RAP and virgin aggregate components and arrived at the following linear correlation between RAP binder stiffness and availability for a variety of RAP sources. So basically, the stiffer the RAP, the less available the RAP binder, i.e. the lower the RAP binder availability factor (BAF). That actually makes a lot of sense.
My personal favorite method for quantifying RAP binder availability was employed originally by Mohajeri et al. (2015)(4) and recently adopted by the NCHRP 9-68 research team – it involves using borosilicate glass beads as tracers (representing virgin aggregates), shown below. All components of the mixture, including virgin binder and a portion of the virgin aggregates replaced by glass beads, are added and mixed. Afterward, the glass beads (easily identified as “virgin aggregates”) along with a new binder coating on the beads are removed and the binder extracted/recovered/tested to determine how these properties compare to force-blended properties of the RAP and virgin binder at 100 percent assumed availability. The ratio of actual properties, e.g. PGH (high-temperature performance grade), on the glass beads to assumed 100 percent availability properties will reveal the RAP binder availability of that particular RAP source as shown in the basic expression that follows.
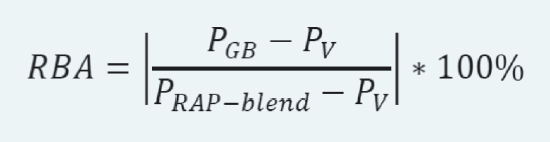
Where,
RBA = RAP Binder Availability
PGB = Property extracted and recovered from glass bead
Pv = Property of virgin binder
PRAP-blend = Property of extracted and recovered RAP binder force-blended with virgin binder at 100% assumed availability
In closing
Successful use of RAP requires nuance and consideration of variables that are known to change from one RAP stockpile/project to another, including fractionation, moisture control, stiffness of RAP binder, target RAP percentage used/allowed, asphalt layer containing the RAP, rejuvenation and blending methods. Most asphalt practitioners understand these variables well.
Over just the last few years, we’ve gone from not even questioning the presumed 100 percent contribution of RAP binder to basically agreeing that it’s unlikely to ever be 100 percent and could be as low as 40 percent or less in certain cases. Now we must add RAP binder availability to the list of key considerations for its success. DOT agencies are quickly implementing partial RAP binder credit policies in an industry that is not typically known for fast course correction. That says a lot!
If the common goal is to maximize the use of RAP, it will not be achieved by using RAP the way it has been used in the past, which includes incorporating RAP at higher and higher percentages until performance issues are revealed and then backing down to a lower percentage until the performance issues go away. A better approach is to acknowledge the weaknesses of RAP materials in the beginning and address them. If a RAP source is only 75 percent active, or 25 percent black rock, let’s go ahead and say that up front. We can then account for it by adding additional virgin binder or implementing other methods known to increase active binder percentage, including additional heat or rejuvenation – and then reap the rewards of higher performance at higher RAP percentages.
Allen is an Asphalt Institute Regional Engineer based in Florida.
Resources
(1.) FHWA-HIF-22-001 Tech Brief – Practices and Lessons Learned When Using Reclaimed Asphalt Shingles in Asphalt Mixtures. (2021)
(2.) NCHRP 9-58 – The Effects of Recycling Agents on Asphalt Mixtures with High RAS and RAP Binder Ratios (2014-2018).
(3.) NCHRP 9-68 – Recycled Asphalt Materials: Binder Availability and Its Impact on Mix Performance (2022-2025).
(4.) Mohajeri et al., 2015. Blending of Virgin bitumen and RA Binder in Mixtures with High Amounts of RA.