



Three paving strategies being explored in the Northeast
Recycling asphalt pavements first became popular in the U.S. in the 1970s during the oil embargo when the cost of crude oil skyrocketed. Incorporating reclaimed asphalt pavement or RAP into the asphalt mixtures reduced the demand for virgin asphalt binders.
Today, the two primary factors that influence the use of reclaimed asphalt pavement (RAP) in asphalt pavements are economic savings and environmental benefits. According to the Federal Highway Administration’s (FHWA) recycled materials policy:
The same materials used to build the original highway system can be re-used to repair, reconstruct and maintain them. Where appropriate, recycling of aggregates and other highway construction materials makes sound economic, environmental, and engineering sense. [1]
“RAP is a useful alternative to virgin materials because it reduces the use of virgin aggregate and the amount of virgin asphalt binder required in the production of HMA. The use of RAP also conserves energy, lowers transportation costs required to obtain quality virgin aggregate, and preserves natural resources. Additionally, using RAP decreases the amount of construction debris placed into landfills and does not deplete nonrenewable natural resources such as virgin aggregate and asphalt binder. Ultimately, recycling asphalt creates a cycle that optimizes the use of natural resources and sustains the asphalt pavement industry.” [2]
As state agencies in the Northeast are pressured to be greener and to further the use of environmentally sustainable products, they are looking at ways to incorporate higher percentages of reclaimed asphalt pavement into their asphalt mixtures without sacrificing the pavement quality. It prompts the question: “How can they put in more RAP and ensure that these higher quantities do not adversely affect the long-term durability and field performance of our mixtures?”
A survey was distributed to the state agencies in the Northeast as part of the Transportation Pooled Fund study “TPF 5(230): Evaluation of Plant Produced RAP Mixtures in the Northeast” [3], to identify their concerns with higher RAP usage as well as determine any strategies they are considering for producing higher RAP mixtures. As a result, the majority of the state agencies are concerned with the greater potential for cracking due to the stiffer RAP binder.
State agencies identified three strategies for the consideration of using high rap asphalt mixtures. [4]
1. Selecting softer virgin binder grade
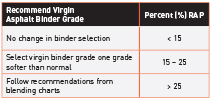
The most common strategy currently being employed to utilize higher RAP contents is to use a softer asphalt binder than what would normally be used. A softer asphalt binder helps to compensate for the stiffer RAP binder, which has a much higher PG grade. This strategy is intended to produce a mixture that has an effective binder grade that meets the virgin binder grade requirement for that particular climate. Guidance for adjustments to binder grade is found in “AASHTO M 323, Standard Specification for Superpave Volumetric Mix Design”, shown below.
Table 1 – AASHTO M 323 Guidance on Binder Grade Adjustment
2. Reduction in allowable RAP binder contribution
New York State Department of Transportation (NYSDOT) has begun looking at allowing the use of higher RAP contents in their asphalt mixtures (greater than 20 percent RAP in wearing courses and greater than 30 percent in base courses) but is pursuing the concept of reducing the allowable RAP binder contributing to the total asphalt content.
They believe that at these higher RAP quantities, the RAP binder is not completely mobilized and does not blend completely with the virgin binder – causing the RAP to behave as a “black rock.” By reducing the RAP binder contribution in the asphalt mixture, they are essentially requiring more virgin asphalt to be used in the mixture to make up the total asphalt content, thereby increasing the effective asphalt content of the mixture.
Increasing the effective asphalt content of the asphalt mixture will help to increase the durability and fatigue resistance of the asphalt mix. Limiting the RAP binder contribution does just that. However, in order to maintain mixture volumetric properties and accommodate the higher total binder content, the mix design (gradation) must be adjusted.
A pilot project was placed on Rt. 25 in 2011 that looked at three different RAP binder contribution percentages; 100 percent, 75 percent and 50 percent. A 12.5mm mixture with 20 percent RAP was utilized. To accommodate the additional virgin binder required when reducing the RAP binder contribution, the asphalt plant made slight adjustments in their aggregate gradation to ensure volumetric requirements were met.
The target total asphalt contents of the mixtures with the adjusted RAP binder contribution were:
100 percent RAP binder contribution = 5.3 percent total asphalt binder
75 percent RAP binder contribution = 5.6 percent total asphalt binder
50 percent RAP binder contribution = 5.8 percent total asphalt binder
After two winters, no distress could be observed in any of the test sections. However, the NYSDOT did note that the 75 percent and 50 percent RAP binder contribution sections were noticeably “blacker” than the 100 percent RAP binder contribution section.
3. Performance-based specifications
In 2012 the New Jersey Department of Transportation (NJDOT) implemented a performance-based specification for “High RAP” (HRAP) mixes that required the final mixture to meet a fatigue cracking and permanent deformation test.
NJDOT chose to use the Overlay Tester to measure fatigue crack propagation as a result of their performance experience with high RAP mixtures placed at the LTPP SPS-5 sites within the state. The APA rutting test was added to insure that too soft of a binder was not used in the asphalt mixtures.
The HRAP specification does not include a maximum RAP content, but is limited by a minimum RAP content; 20 percent minimum in the surface and 30 percent minimum in the intermediate and base layers.
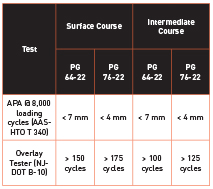
The performance testing includes passing a minimum number of fatigue cycles in the Overlay Tester (NJDOT B-10) and a maximum rut depth in the Asphalt Pavement Analyzer (AASHTO T340).
Table 2 shows the performance requirements associated with the HRAP specification. This criterion is based on a collection of data from virgin asphalt mixtures.
Table 2 – HRAP Performance Requirements
A pilot project was placed on I-295 in 2012. Two mixtures were successfully produced and placed – a 9.5M76 with 25 percent RAP and a 12.5M64 with 35 percent RAP. To date, it is still performing well and will continue to be evaluated by NJDOT.
REFERENCES
[1] Wright, Jr., F. (2001). “FHWA Recycled Materials Policy”, Federal Highway Administration, Washington, DC. Obtained from: http://www.fhwa.dot.gov/legsregs/directives/policy/recmatpolicy.htm. Site last accessed December 14, 2009.
[2] Copeland, A., 2011, “Reclaimed Asphalt Pavement in Asphalt Mixtures: State of the Practice”, FHWA Report No.: FHWA-HRT-11-021
[3] Mogawer, W., J.S. Daniel, and T. Bennert, 2013, “High RAP Usage Survey – Northeast States”, Transportation Pooled Fund study, TPF 5(230): Evaluation of Plant Produced RAP Mixtures in the Northeast
[4] Bennert, T., J.S. Daniel, and Mogawer, W. 2013, “Strategies for Incorporating Higher RAP Percentages: Review of Northeast States Implementation Trials”; TRB 2014







